

线材优化参数设置说明
设置方法:点击菜单“工具”-“线材优化”,打开优化窗口:
点击工具条中的“设置”按钮,打开设置窗口:
![C:\Users\liugu\AppData\Roaming\Tencent\Users\43955790\QQ\WinTemp\RichOle\H5P2FZIR{L(QCVO}KMS`]RC.png](/upload/images/2019/5/c86b0529311eceff.png)
默认料长:型材优化及自动优化时,如果未指定料长,系统将采用的默认原料长度(不含料头的净长度,默认为5950mm);
默认料头:型材优化默认的两端预留长度之和(注意,料头中含有一个锯缝,所以如果料头设置为0可能会导致原料的排料长度会差一个锯缝尺寸,默认为50mm);
默认据缝:切一根料需要的锯缝尺寸(一根短料计算一个锯缝,默认为10mm);
优化模式:软件带有单优化模式、双优化模式、复合优化模式三种方案,单优化模式只采用一种优化算法计算,复合优化模式会采用两种优化算法对比选用,复合优化模式会采用三种优化算法对比选用。采用多种优化模式会花费更多的时间但也有可能会获取更好的材料利用率;
优化深度:优化方案查找的层次,值越大查找的切割方案越多有可能会获取更好的方案,但时间也会更长,建议采用默认即可;
优化精度:优化方案查找的优化率精度,值越大越有可能获取更高的优化率,但时间也会更长,建议采用默认即可;
限定材料上切割种类数量:是否启用单个切割方式上的换刀次数,如果设置太少可能导致利用率低(建议设置为3-4左右);
入库余料>:设置大于多长的料头可以当作可利用的余料进行入库操作;
余料优先采用优化率:设定如果有余料参与优化时,优先采用余料的优化率最低要求;
材料列表显示角度:优化单输出时,在材料列表中是否显示材料的切割角度:
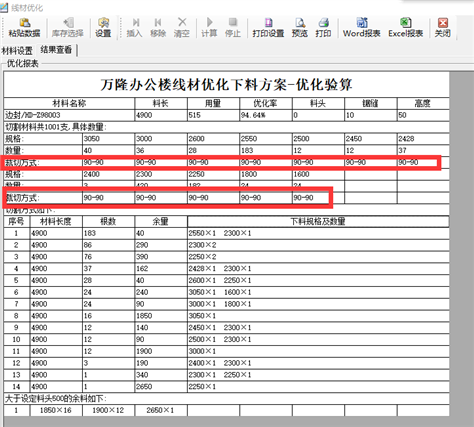
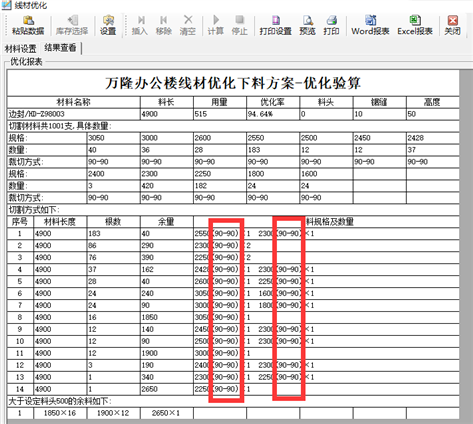
切割方式显示角度:优化单输出时,切割方案中是否显示切割角度:
换页输出:优化报表输出Word或Excel中是否采用换页方式输出,如果勾选:
输出Word时一种材料切割方案输出完后,如果没有勾选“连续输出”会新建一个空白文件重新开始,如果有勾选“连续输出”则会另起一个空白页输出。
输出Excel时一种材料切割方案输出完后,如果没有勾选“连续输出”会新建一个文件重新开始,如果有勾选“连续输出”会在同一文件中新建一个Sheet重新开始继续输出。
显示型材图形:优化报表输出时,是否显示型材的截面图形;
自动优化输出报表:执行自动优化操作时,是否输出优化报表;
简洁Word报表:优化清单输出至Word时,是否采用简洁报表模式输出,如果采用简洁模式,可大大减少输出时间;
连续输出Word:如果勾选此项优化切割报表会头尾相连输出,不会换页或创建新文件;
连续输出Excel:如果勾选此项优化切割报表会头尾相连输出,不会换页或创建新文件或新的Sheet表;
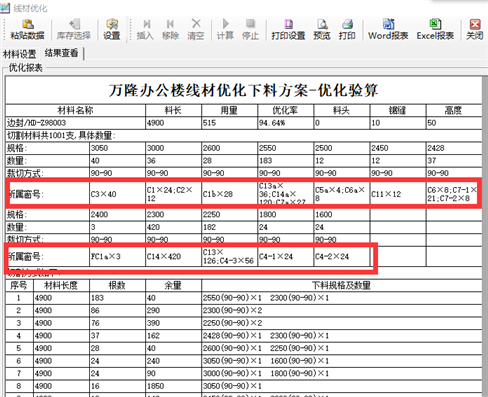
材料清单显示窗号:优化报表中输出时,是否在材料清单中显示出材料的归属窗号:
第二部分:型材优化
加工单统计后单项优化:
打开加工单,选中三列数据(长度、数量、角度),点加工单工具条中的“型材优化”;
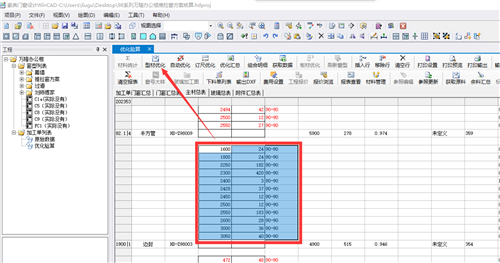
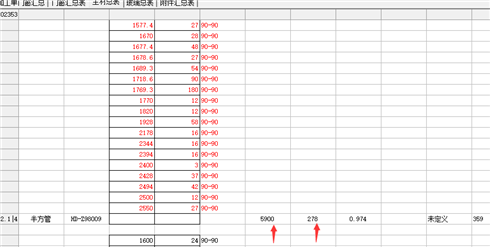
可在右侧材料的最后一行下方设置原料长度(不含料头)如果有多种,可从下往上填写,最多不能超过短料的种类数量(如果未填长度数量,系统会默认采用默认料长);
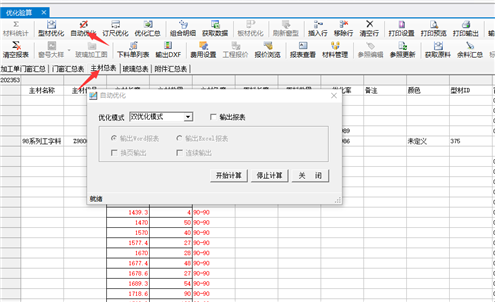
在优化窗口点击“计算”进行优化:
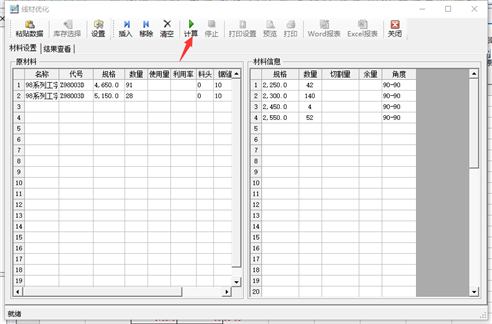
在此窗口内可继续修改或增加原材料的长度、数量信息;
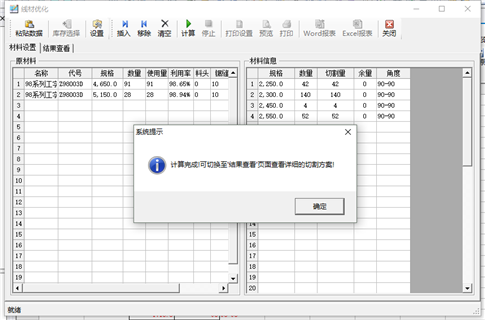
优化完成,即可查看报表或输出;
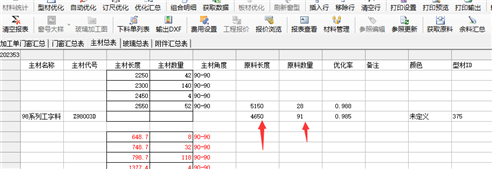
优化结果会填回至主材统计表,方便优化后的优化汇总;
独立优化:
独立优化用于非软件中统计的数据进行优化;
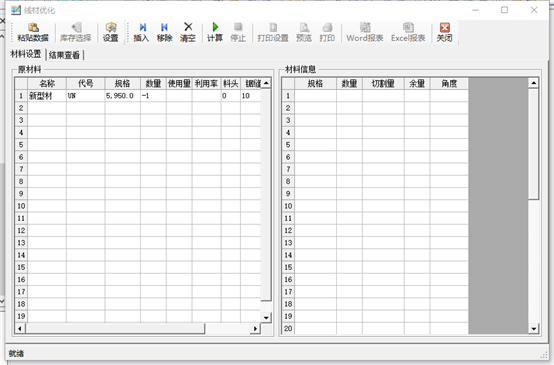
点击菜单“工具”-“线材优化”打开优化窗口:
左侧直接输出原料规格,右侧直接输出材料(要切割的短料),或从Excel中复制数据:
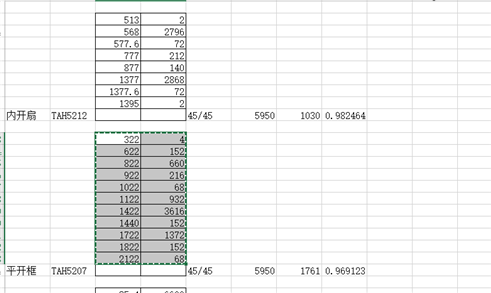
复制短料:在Excel中选中两列(第一列长度,第二列数量)或三列(第一列长度、第二列数量,第三列角度)后点复制或Ctrl+C:
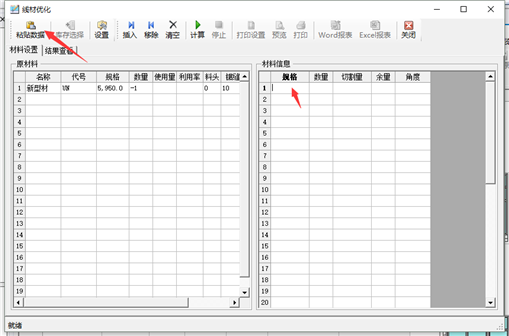
点中右边区域第一行第一列,然后点工具条中的“粘贴数据”:
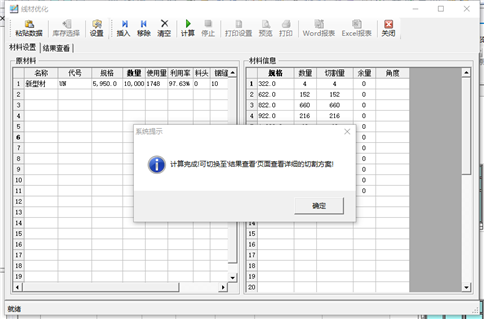
数据设置完成后,点“计算”执行优化计算:
自动优化
此操作只适用于加工单统计完后的数据;
打开加工单并统计主材后,点加工单上的工具条“自动优化”:
输出报表:是指是否在自动优化过程中输出切割清单,如果勾选则下面的选项会变为可选,选项的定义参数第一部分中的设置;
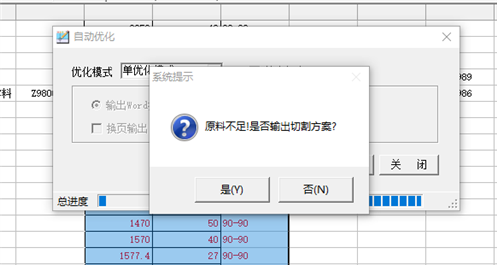
自动优化前可手动设置原料的长度和数量(如果有多种原料可从下往上增加,但最多不能超过短料的种类数量):
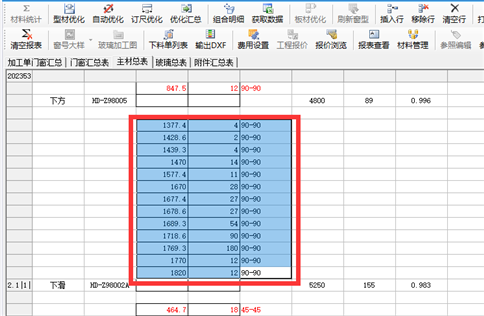
如果指定了原料的数量且数量不够优化用量时,会以红色字体标明并给出提示:
反向定尺
反向定尺是指对统计后的材料,由软件寻找一个最佳原料订料的组合;
此操作只适用于加工单统计完后的数据;
打开加工单并统计主材后,点加工单上的工具条“订尺优化”(如果只对某一种材料进行定尺操作,则选中该材料的三列):
如果是整个统计表进行定尺则无需选中;
打开订尺优化窗口:
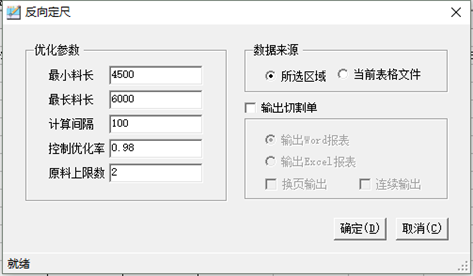
最小料长:原料选用的可订料的最短长度(mm,包含料头);
最长料长:原料选用的可订料的最长长度(mm,包含料头);
计算间隔:查找原料的计算间隔(mm);
控制优化率:查找原料长度的目标优化率(小于等于1);
原料上限数:最多可接受的订料种类数(软件优先采用一种原材料,当一种原料长度满足不了时,再采用多种原料组合模式);
数据来源:所选区域的某种或整个表格;
输出切割单:定尺过程中是否输出优化切割清单(相关设直见第一部分);
12 / 12
上一篇:无
